Анодирование алюминия в домашних условиях (черное)
Содержание:
- Подготовка емкости для анодирования
- Общие сведения о технологии
- Общие сведения о технологии
- Применение анодирования
- Процесс анодирования
- Подготовительный процесс
- Теории образования пленок оксида алюминия при анодировании.
- Подготовка электролита
- Архитектурное анодирование
- Применение анодирования
- Холодная технология
- Метод чернения алюминия
- Закрепление детали
- Анодирование в хромовой кислоте
- Этапы работ
- Цветное анодирование
- Материалы для анодирования
Подготовка емкости для анодирования
Анодирование производится в емкости с электролитом, подготовкой которой следует заняться в отдельном порядке. Для больших конструкций или деталей нужно использовать ванну, причем тоже изготовленную из алюминия. Небольшие по размеру заготовки обрабатываются в контейнерах, горшках или тазах, которые могут быть выполнены из пластиков. Иногда неподходящие по характеристикам емкости дополнительно покрываются листами данного металла. Оптимально, если дно и стены будут герметично покрыты алюминиевым слоем. Это позволит равномерно распределить ток с охватом всех сторон заготовки. Далее емкость следует теплоизолировать уже с наружных сторон. Дело в том, что анодирование алюминия в домашних условиях не позволяет точно регулировать тепловой режим корпуса емкости и его содержимого. Поэтому следует заранее выполнить утепление конструкции с помощью пенопласта толщиной 2-3 см. Если планируется регулярно применять анодирование, то можно подготовить специальную ванну с фиксацией на профильном герметичном каркасе и заливкой монтажной пеной.
На заключительном этапе подготовки емкости изготавливается свинцовый катод, который будет подключен к ванной. В этой части надо учитывать, что площадь электротехнического элемента должна вдвое превышать целевую площадь анодирования алюминия. Своими руками катод можно выполнить из листового свинца, снятого с защитной оболочки толстого кабеля. Также в этом элементе должны быть предусмотрены небольшие отверстия, которые позволят выпускать газ в процессе обработки.
Технология анодирования
На производстве для анодирования металлов используется раствор серной кислоты. Но такая методика небезопасна, так как сопровождается бурным газовыделением. Даже малейшая искра может привести к взрыву этой смеси. Суть процесса несложно понять по схеме, но в бытовых условиях кислотой редко кто пользуется, хотя методика остается прежней (разница только в том, что свинцовая пластина отсутствует). Поэтому рассмотрим более простой способ работы с алюминием.
Общие сведения о технологии
Процесс анодирования состоит из нескольких технологических этапов, среди которых механическая и химическая подготовка, непосредственно создание покрытия и при необходимости – коррекция и доработка изделия. Первичная механическая обработка выполняется с целью ликвидации царапин, рисок, вмятин и других дефектов на поверхности, которые не позволят качественно выполнить операцию. В частности, цветное анодирование алюминия требует обеспечения максимальной гладкости поверхностей заготовки, что позволит ей придать естественный блеск с отливом. Обработка производится путем шлифования и полировки, но от крупных абразивов стоит отказаться. Оптимальным вариантом станут фетровые и войлочные круги. Уже на этом этапе можно предусмотреть элементы химической подготовки – например, в качестве полировочных паст задействуется венская известь или та же окись алюминия. Иногда производится и химическая электрополировка на специальном оборудовании.
Что касается прямой химической подготовки, то она выполняется посредством операций обезжиривания, травления и осветления. Уже в процессе анодирования может производиться окрашивание или уплотнение. Опять же, в бытовой сфере данный метод обработки чаще используется для декоративного изменения цвета. Анодирование алюминия позволяет наделять заготовку светло-серым, черным, красным, синим и другими оттенками. Отдельную категорию палитры занимают имитирующие цвета – например, с эффектом старения или «под бронзу».
Общие сведения о технологии
Процесс анодирования состоит из нескольких технологических этапов, среди которых механическая и химическая подготовка, непосредственно создание покрытия и при необходимости – коррекция и доработка изделия. Первичная механическая обработка выполняется с целью ликвидации царапин, рисок, вмятин и других дефектов на поверхности, которые не позволят качественно выполнить операцию. В частности, цветное анодирование алюминия требует обеспечения максимальной гладкости поверхностей заготовки, что позволит ей придать естественный блеск с отливом. Обработка производится путем шлифования и полировки, но от крупных абразивов стоит отказаться. Оптимальным вариантом станут фетровые и войлочные круги. Уже на этом этапе можно предусмотреть элементы химической подготовки – например, в качестве полировочных паст задействуется венская известь или та же окись алюминия. Иногда производится и химическая электрополировка на специальном оборудовании.
Что касается прямой химической подготовки, то она выполняется посредством операций обезжиривания, травления и осветления. Уже в процессе анодирования может производиться окрашивание или уплотнение. Опять же, в бытовой сфере данный метод обработки чаще используется для декоративного изменения цвета. Анодирование алюминия позволяет наделять заготовку светло-серым, черным, красным, синим и другими оттенками. Отдельную категорию палитры занимают имитирующие цвета – например, с эффектом старения или «под бронзу».
Применение анодирования
Применение анодирования — это тема отдельной статьи, в любой отрасли где в той или иной мере используются изделия из алюминия или его сплавов и требуется изменение каких-либо качеств металла анодирование является оптимальным и зачатую единственным решением.
Приведем перечень основных областей применения анодирования:
- Тонкие окисные пленки используются в качестве основы для нанесения органических и неорганических покрытий (краски или лака).
- Цветное анодирование. Применение различных окрашивающих электролитов позволяет получить широкую гамму оттенков и цветов поверхности алюминиевого изделия. В качестве добавок используются соли никеля, кобальта или олова. Получаемые оттенки от светло-бронзового до черного.
- Повышение износостойкости. Оксидные покрытия на алюминии значительно тверже основного металла. Твердое анодирование широко применяется для деталей, работающих на истирание при небольшой нагрузке, а также для повышения коррозионной стойкости изделий.
- Электрическая изоляция. Оксидная пленка по сравнению с органическими изоляционными материалами обладает не только высокими изоляционными свойствами, но и обладает значительно большей теплостойкостью.
- Получение уплотненной поверхности с высокими антифрикционными свойствами. (смазочное покрытие).
Процесс анодирования
К моменту начала процесса должна быть подготовлена емкость, катод с блоком питания, целевая деталь, подвесная конструкция и электролитическая смесь. Для регулировки силы тока необходимо подключить к электротехнической цепи переменный резистор. В емкости должны находиться два объекта – подготовленный катод из свинца и заготовка. При подаче тока начнется процесс выделения кислорода и деталь будет получать прирост защитного слоя. Об эффективности реакции можно судить по интенсивности выделения микропузырьков кислорода, которые будут медленно отходить от поверхности заготовки. Что касается времени обработки, то стандартная технология анодирования алюминия для небольших элементов предусматривает 20-30 мин. Крупные заготовки обрабатываются в течение 30-60 мин. Когда деталь обретет темно-матовый цвет, ее можно погрузить в раствор с анилиновым красителем с нужным оттенком. На окрашивание отводится еще в среднем 15-20 мин.
Подготовка детали
Коротко этот этап работы можно выразить так: очистка поверхности – ее обработка (шлифовка) – обезжиривание заготовки.
Подготовительный процесс
Для получения гладкой поверхности на стадии подготовки необходимо заготовку отполировать. С помощью войлочного или другого полировального круга устраняются царапины, затягиваются большие поры. Отсутствие микронеровностей снижает вероятность появления прогаров. Анодная пленка не способна скрыть внешние дефекты.
Перед анодированием алюминия необходимо определиться с размерами обрабатываемых деталей. Получаемый слой имеет толщину 50 микрон, поэтому на обработанную резьбу невозможно будет накрутить гайку. Если же детали соединяются с помощью посадки, то не стоит забывать, что после анодирования детали шлифовке не подлежат.
Проведение анодирования в домашних условиях
Для проведения процесса необходимы емкости. Емкости для анодирования должны соответствовать размерам деталей, быть чуть больше. В связи с чем обычно пользуются несколькими ваннами. Материал емкостей – алюминий. Но если изделия небольшого размера, то подойдут пластиковые контейнеры. Только на дно и вдоль стенок необходимо уложить алюминиевые листы. Это необходимо, чтобы создать ток равномерной плотности по всему объему.
Электролит нуждается в изоляции от внешнего воздействия тепла. При нагревании его придется менять. Для исключения нагрева емкости снаружи покрываются слоем теплоизоляции. Ее можно обклеить пенопластом до 50 мм толщиной или, поместив в короб, заполнить свободное пространство монтажной пеной.
Смешивание, когда в кислоту добавляется вода, сопровождается обильным тепловыделением, и она буквально вскипает разбрызгиваясь. Поэтому в целях безопасности серную кислоту вливают в емкость с водой.
Перед началом анодирования алюминия его подвергают химической подготовке. Химическая подготовка – процесс обезжиривания. В промышленных условиях обработку проводят едким натром или калием. Но в домашних условиях лучше пользоваться хозяйственным мылом. Зубной щеткой и мыльным раствором с поверхности хорошо удаляются загрязнения. После чего сначала заготовки промываются теплой водой, а затем — холодной.
Альтернативой хозяйственному мылу служит стиральный порошок. Растворив его в закрытом пластиковом контейнере и поместив туда обрабатываемые детали, необходимо интенсивно встряхнуть. Затем детали промываются и просушиваются потоком горячего воздуха. Активный кислород, содержащийся в стиральном порошке, защищает обезжиренные изделия, даже если их взять голыми руками.
Теории образования пленок оксида алюминия при анодировании.
Существуют две теории образования и роста анодно-оксидных покрытий: структурно-геометрическая и коллоидно-электрохимическая.
3.1 Структурно-геометрическая теория (ячейки Келлера).
С позиции этой теории при наложении на алюминиевый электрод анодного напряжения (т.е подключение его к «плюсу») сначала формируется компактная оксидная пленка (барьерный слой толщиной 1-1,1 нм/В), имеющая гексоганальную ячеистую структуру, причем растущее покрытие будет повторять ее.
Наружная часть ячеек в агрессивных электролитах, растворяющих оксид, начинает разрушаться в дефектных местах и превращаться в пористое покрытие. Разрушение барьерного слоя, приводящее к образованию поры, протекает, по мнению одних исследователей, в центре ячейки, по мнению других – в местах стыка ячеек.
Таким образом, под влиянием локальных воздействий ионов электролита в барьерном слое зарождаются поры, число которых обратно пропорционально напряжению. Диаметр пор и их число зависят от природы электролита и режима процесса. В поре толщина барьерного слоя уменьшается, и, как следствие, увеличивается напряженность электрического поля, при этом возрастает плотность ионного тока вместе со скоростью оксидирования. Но, поскольку растет и температура в поровом канале, способствующая вытравливанию поры, наступает динамическое равновесие, и толщина барьерного слоя остается практически неизменной. Размер ячеек увеличивается с ростом формирующего напряжения. Пример ячейки Келлера приведен на рисунке 9. Форма поры у разных авторов разнится — от круглой до «звездочки».
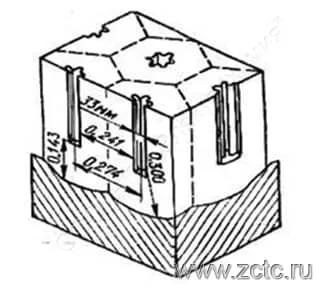
Рисунок 9 — Ячейка Келлера.
Рост анодно-оксидного слоя происходит на дне образовавшихся пор за счет превращения все более глубоких слоев металла в оксид. В дальнейшем под действием электролита оксид, образующий стенки ячеек, гидратируется. При этом происходит адсорбция воды, анионов электролита и продуктов анодной реакции.
3.2 Коллоидно-электрохимическая теория Богоявленского.
Наличие в составе оксидного слоя анионов электролита заставило ученых связать рост и особенности его строения с коллоидной структурой.
С позиции теории Богоявленского (рисунок 10) образование анодно-оксидных пленок начинается с возникновения мононов — мельчайших частиц оксида с адсорбированными анионами электролита. Зарождение мононов происходит в результате встречи потоков ионов. Мононы — зародыши будущих мицелл.
С увеличением числа мононов они превращаются в полиионы — волокнистые палочкообразные мицеллы коллоидной степени дисперсности, которые образуют скелет ориентированного геля оксида алюминия. В него внедряются анионы электролита, теряя частично при этом свою гидратную оболочку.
Адсорбция анионов и воды, осуществляемая по межмицеллярным порам, обуславливает отрицательный заряд монон и мицелл, заставляя их плотно прижиматься к аноду и сращиваться с металлом, препятствуя слиянию мицелл в беспористый слой. Поры при таком рассмотрении представляют собой естественное межмицеллярное пространство.
Наряду с процессами образования мицеллярных слоев с участием анионов протекают сопряженные процессы растворения образующегося оксида.
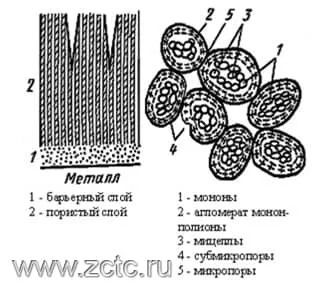
Рисунок 10 — Иллюстрация теории Богоявленского.
Интересно отметить, что размеры ячеек Келлера близки размерам мицелл геля Al(OH)3. Толкование механизма роста анодной пленки с позиций коллоидной химии позволяет объяснить внедрение в ее структуру анионов и катионов электролита и отдельных составляющих оксидируемого сплава. При этом сопряжение процессов образования оксида и его растворения в электролите также учитывается коллоидной теорией.
3.3 Современные исследования структуры покрытия.
Теперь следует заметить, что структура анодированного алюминия, на самом деле, может быть весьма далека от идеальной, описанной в теории. В частности теория говорит о правильных гексагональных ячейках, в центре которых находится одна пора. На самом деле, получить такую структуру можно только специальными методами, например, многостадийным анодированием в определенных режима. Примеры таких «правильных» покрытий приведены на рисунке 11. Более глубокое описание наноструктурированного аноднооксидного покрытия выходит за рамки этой статьи.
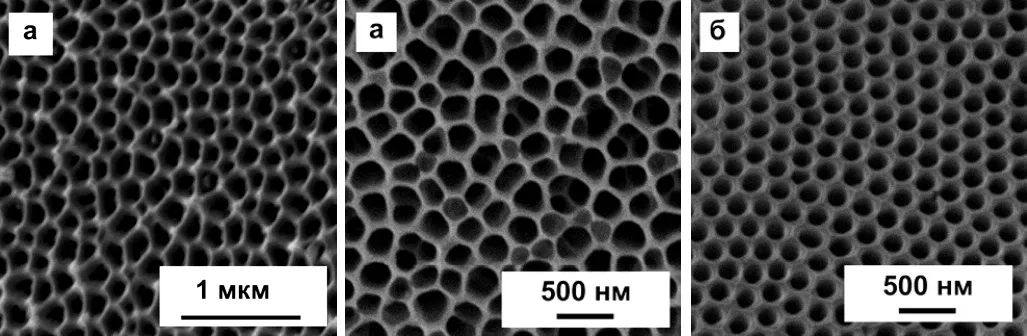
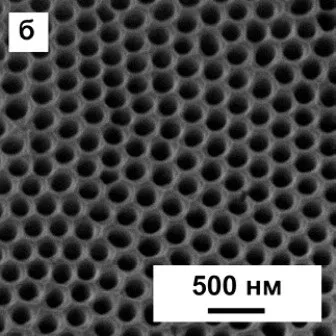
Рисунок 11 — Примеры идеальных и близких к идеалу ячеек пористого слоя в аноднооксидном покрытии на алюминии.
Чаще же можно наблюдать более «грязные» варианты. Примеры их были показаны в начале статьи.
Кроме этого, теории не предполагают возможности ветвления пор, что наблюдается в действительности.
Подготовка электролита
Растворы кислот считаются небезопасными реактивами, поэтому для проведения анодирования алюминия в домашних условиях прибегают к другому типу раствора. Для его приготовления используют соль и соду, которые всегда есть под рукой.
Для приготовления электролита берут две пластмассовые емкости. В них наводят солевой и содовый составы, соблюдая пропорцию: на порцию соли или соды 9 порций дистиллированной воды.
Анодирование в домашних условиях
После растворения компонентов раствор выдерживается с целью оседания не растворившихся частиц на дно. При переливании в емкость для анодирования его необходимо процедить.
Архитектурное анодирование
Архитектурное анодирование дает покрытие тверже, чем стекло, а это значит, что оно менее подвержено повреждениям, износу и при необходимости может быть очищено при помощи абразива для восстановления исходного блеска. Преимущества анодированного алюминия в архитектуре:
Эстетика
Прозрачный оксидный слой подчеркивает богатый металлический внешний вид алюминия, а не скрывает его, как краска. Оксидный слой, в отличии от порошковой покраски не отслаивается и не шелушится.
Коррозионная стойкость
Оксидный слой устойчив к коррозии и это является одним из самых главных преимуществ анодированного алюминия.
Слой оксида алюминия является стойким, твердым и самообновляющимся, потому что алюминий спонтанно образует тонкий, но эффективный защитный оксидный слой, который предотвращает дальнейшее окисление или коррозию при механическом повреждении.
Анодированный алюминий не будет патинироваться, как медь и цинк, не ржавеет как сталь. Это отличный материал для использования в морской среде и прибрежных водах.
Анодированный алюминий обладает высокой устойчивостью к атмосферным воздействиям даже во многих промышленных средах, в которых часто корродируют другие металлы. Основными загрязнителями в городской среде являются окись углерода и двуокись углерода, которые не влияют на анодированную алюминиевую поверхность.
Долговечность
Обладая очень прочным и устойчивым к истиранию оксидным слоем, анодированный алюминий достаточно прочен, чтобы выдерживать суровые и неблагоприятные климатические условия.
Стойкость к механическим повреждениям
Оксид алюминия является очень твердым соединением, которое признано вторым по твердости после алмаза по шкале минеральной твердости Мооса. Поэтому поверхность анодированного алюминия обеспечивает превосходную устойчивость к царапинам и истиранию.
Без отслоения
Анодирование является электролитическим процессом, который преобразует поверхность металла в оксидный слой, интегрированный в сам металл. Это не покрытие, нанесенное на поверхности металла. Следовательно, нет рисков разрушения анодной пленки, связанных с такими процессами, как пыление, образование пузырей, трещин, сколов или отслоений.
Без выцветания
Такие оттенки как серебро, шампань, бронза, золото и черный не содержат органических элементов. Эти покрытия не выцветают в течение всего срока службы.
Без пыления
Пыление – это формирование мелкодисперсного порошка на окрашенной поверхности пленки под воздействием атмосферных явлений (песчинок, переносимых ветром). Оно может вызвать значительное ухудшение внешнего вида поверхности со снижением уровня глянца, поверхностного блеска и цвета.
Анодированный алюминий не подвержен данной проблеме: он устойчив к негативному воздействию окружающей среды, одинаково стабилен в условиях жаркого (пустынного), морского или влажного климата.
Без образования нитевидной коррозии
Нитевидная коррозия– это «атака» на скрытую область между алюминием и слоем покраски, которая приводит к распространению коррозии под покрасочным слоем.
При анодировании анодный (оксидный) слой составляет одно целое с алюминием, и межуровневый слой просто отсутствует. А это значит, что покрытие никогда не будет подвержено нитевидной коррозии.
Причем в случае повреждения поверхности от удара или прокола, алюминий просто восстановит себя путем естественного окисления.
Равномерное покрытие
При анодировании, изделие полностью погружается в ванну, что обеспечивает равномерное покрытие поверхности оксидной пленкой.
Применение анодирования
Применение анодирования — это тема отдельной статьи, в любой отрасли где в той или иной мере используются изделия из алюминия или его сплавов и требуется изменение каких-либо качеств металла анодирование является оптимальным и зачатую единственным решением.
Приведем перечень основных областей применения анодирования:
- Тонкие окисные пленки используются в качестве основы для нанесения органических и неорганических покрытий (краски или лака).
- Цветное анодирование. Применение различных окрашивающих электролитов позволяет получить широкую гамму оттенков и цветов поверхности алюминиевого изделия. В качестве добавок используются соли никеля, кобальта или олова. Получаемые оттенки от светло-бронзового до черного.
- Повышение износостойкости. Оксидные покрытия на алюминии значительно тверже основного металла. Твердое анодирование широко применяется для деталей, работающих на истирание при небольшой нагрузке, а также для повышения коррозионной стойкости изделий.
- Электрическая изоляция. Оксидная пленка по сравнению с органическими изоляционными материалами обладает не только высокими изоляционными свойствами, но и обладает значительно большей теплостойкостью.
- Получение уплотненной поверхности с высокими антифрикционными свойствами. (смазочное покрытие).
Холодная технология
Для проведения анодирования алюминия необходимы:
- источник питания 12 В (АКБ, стабилизатор);
- алюминиевые провода;
- реостат;
- амперметр;
- емкости для растворов.
Вначале проводятся подготовительные работы, описанные выше. Затем детали необходимо закрепить. Не следует забывать, что под крепежным элементом пленка не образуется. А подвешенные заготовки при опускании в емкость не должны касаться стенок и дна.
К деталям от источника питания подключается анод, соответственно к емкости катод. Плотность тока подбирается в пределах 1,6-4 А/дм2. Рекомендуемые значения 2-2,2 А/дм2. При малых значениях процесс будет протекать медленнее, а при больших может возникнуть пробой цепи и покрытие начнет разрушаться.
Не рекомендуется, чтобы температура электролита поднималась выше 5°С. При анодировании электролит нагревается не равномерно. В центре он теплее, чем в углах емкости, поэтому необходимо постоянное перемешивание.
Продолжительность анодирования при холодном способе составляет около получаса для небольших элементов. Для крупных деталей продолжительность может составлять 60-90 минут. На окончание процесса указывает измененный цвет на поверхности алюминиевого изделия. После отсоединения проводов деталь промывается.
Метод чернения алюминия
#1 NetSkater
- Пользователь
- 6 625 сообщений
Вопрос, ответ на который будет интересен многим самодельщикам – как зачернить алюминий? Требования: 1. Прочность чернения – чтобы не слезало от мелких царапин. Автонитрокраска – не подходит, слезает. 2. Чтобы не вытиралась руками или моющими средствами для оптики (спирт, бензин). Маркером закрасить – тоже не подходит. 3. Чтобы была ровная черная матовая поверхность. 4. Чтобы просто наносить – анодирование и разная сложная химия, за которой надо полгорода обежать – тоже не особенно..
Может есть готовые химсоставы, типа геля для воронения стали – всяких там Liquid Blue (но только по алюминию)? Посоветуйте, пожалуйста.
#2 Гость_Не эрмитаж_*
Гость
1) Наша компания предлагает ряд услуг, среди которых – анодирование деталей из алюминия склонных к окислению на воздухе. нашими Партнерами и клиентами стали предприятия агропрома и автозаводы, предприятия пищевой промышленности и рекламные фирмы, торгующие организации и строительные компании, а также просто ЛЮДИ от домохозяек и рыбаков, до любителей сверхлегкой авиации. +7 Москва, ул. Клары Цеткин, 29 https://www.intormetall.ru/ https://www.intormetall.ru/prof6/1/
Закрепление детали
Перед началом процесса анодирования деталь должна быть прочно зафиксирована на подвесных приспособлениях для более плотного электрического контакта. В качестве подвесных устройств рекомендуется использовать алюминиевые конструкции или сплавы на основе титана с дюралем. Само крепление может производиться с помощью винтовых или пружинных зажимных механизмов. Для дополнительной страховки нередко применяют и алюминиевую тугую проволоку. Участки конструкции, которые не будут участвовать в контакте, необходимо изолировать. Это можно сделать или посредством ленты из полиэтилена, или с помощью кислотостойкого лака
Второй метод требует дополнительной осторожности, поскольку цветное анодирование алюминия в домашних условиях предусматривает максимальное исключение факторов стороннего влияния на поверхности заготовки. То есть обработка лаком должна быть произведена заблаговременно с полным просыханием поверхности
Также следует учитывать, что неплотный контакт подвесной системы с целевым материалом может вызвать перегрев последнего. Данный эффект, в свою очередь, приведет к разрушению оксидного покрытия и снижению прочности нанесенной пленки.
Анодирование в хромовой кислоте
Хромовая кислота используется, если требуется провести анодирование ответственных алюминиевых деталей и узлов с тонкими стенками или с высокой точностью обработки. Растворение алюминия в хромовой кислоте ниже, чем в серной, снижение усталостной прочности металла ниже – пленка получается тонкой, непрозрачного серого цвета. Максимальная толщина окисной пленки достигает 10 мк., стандартная толщина от 2,5 до 5 мк.
Концентрация хромового ангидрида CrO3 принимается в пределах от 2 до 15% (по массе). Температуру режима в большинстве случаев задают в пределах 25-400С, активное перемешивание раствора электролита не требуется. При анодировании в 10% растворе хромовой кислоты температуру процесса поднимают до 540С при напряжении 30 вольт для обеспечения плотности тока равной 1,2 а/дм2. Для сплавов, содержащих в своем составе медь или цинк напряжение задается в пределах 15-20 вольт при той же плотности тока. При анодировании в электролите низкой концентрации 3-5% (по массе) применяется специальный режим подачи напряжения и процесс проходит циклами. Данный режим используется для обнаружения дефектов поверхности изделия или при формировании подслоя под покраску.
Этапы работ
При проведении анодирования деталей, температура должна оставаться в следующем диапазоне: от -10 до + 10 градусов.
Если она будет ниже, то напряжения у блока питания будет недостаточно, чтобы поддерживать нужную силу тока, а если выше, то не сформируется твердое защитное покрытие – оно будет мягким и бесцветным и не сможет защитить металл.
Лучше всего заканчивать анодирование, когда температура достигла +5 градусов, т.к. в углах ванны и на поверхности предмета будет разная температура, а процедура анодирования позволяет выделять достаточное количество тепла.
Кроме того, процесс перемещения электролита должно быть постоянным: мешать его можно с помощью воздуха, ложки или насоса, чтобы температура на поверхности обрабатываемого изделия и алюминия была примерно одинаковой.
Разница же температур приведет к тому, что некоторые участки детали перегреются, а затем на них появятся пробои или случится растрав изделия.
Чтобы провести твердое анодирование под золото, вам понадобится специальное оборудование. Чаще всего это несколько ванн, в одной из которых будут обрабатываться детали из алюминия, а другая – маленькая емкость.
Для нее можно использовать пищевые контейнеры или пластиковые горшки. Стенки и дно ванн нужно покрыть алюминиевыми листами, либо сделать из них специальную выкройку и согнуть ее так, чтобы получилась емкость.
Это нужно, чтобы создать равномерную плотность тока с каждой стороны изделия.
Корпус ванны должен обладать хорошей теплоизоляцией, иначе электролит будет нагреваться слишком быстро, и жидкость придется постоянно менять.
Проще всего создать теплоизоляционный слой, оклеив стенки пенопластом толщиной 2-4 см, либо залить промежутки пеной для строительства.
После того как вы залили в ванну электролит, на выход нужно поставить блок питания, генерирующий ток. Чтобы регулировать силу подачи тока, присоедините резистор к цепи.
Если контакт качественный, то вы увидите кислородные пузырьки, которые будут появляться по всей поверхности изделия. Они небольшие по диаметру и по течению напоминают струи дыма.
Скорость окрашивания под золото, в черный цвет и другие оттенки зависит от размера детали: для маленьких объектов это около 20-30 минут, для больших – 60-90 минут.
После того как вся деталь приобретет нужный цвет, достаньте ее из емкости и промойте под холодной водой, а затем протрите ваткой, смоченной в растворе марганцовки – это поможет удалить лишние микроэлементы, получившиеся в ходе реакции, но поможет сохранить цвет под золото или другой.
После изъятия детали, она должна иметь светло-серый цвет, быть гладкой и блестящей.
В зависимости от режимов анодирования, изделия могут приобрести различный цвет: серый, темно-матовый, золотой и т.д. Чтобы дополнительно окрасить детали, нужно поместить их в анилиновый краситель, который нагреет деталь до 50-60 градусов.
Перед тем как начинать цветное анодирование, нужно отфильтровать раствор, чтобы на поверхности деталей не образовались пятна, которые появляются от оставшихся мелких крупинок красителя.
Чтобы окрасить изделия и получить нужный цвет, обычно достаточно 15-20 минут.
После того как необходимый цвет (черный, под золото и др.) и защитный слой правильной консистенции (твердый и блестящий) получен, нужно дополнительно зафиксировать его, чтобы со временем он не слез.
Технология закрытия микропор на металле может быть различной. Легче всего проварить анодированные детали в воде на плите в течение 30 минут. Для варки лучше всего использовать дистиллированную воду, т.к. она придаст материалу больше защитных свойств.
Другой способ: сделать для деталей паровую баню, в которой они должны находиться также не менее получаса.
Технология работы с алюминием может несколько отличаться, в зависимости от типа детали и материала, но в целом все этапы анодирования материала выглядят подобным образом.
Отличия могут быть в температуре электролита, однако рекомендуется следовать в этом приведенным цифрам, т.к. в ином случае защитные свойства материала будут недостаточны, либо вы получите не тот цвет, который вам был нужен.
Если вы проводите анодирование под золото и другие цвета, то лучше всего выбирать холодный способ, т.к. в этом случае слоя покрытия будет более толстым, а сами детали приобретут красивый цвет: под золото, черный или другие оттенки, а также будут блестеть.
Цветное анодирование
Суть этого метода заключается в изменении цвета металла. При этом можно выделить 4 основные методики:
- Адсорбция – изделия погружаются в специальную ванну либо в красящий раствор, разогретый до необходимой температуры.
- Электролитическая (черное анодирование алюминия) – изначально получается бесцветная пленка, после чего происходит окунание алюминиевых изделий в кислый солевой раствор. В строительстве широко распространен черный цвет, но можно получить и слегка бронзовый оттенок.
- Интерференционная – методика схожа с электролитической, но при этом создается особенный светоотражающий слой, за счет чего цветовая палитра гораздо больше.
- Интегральная – суть этого метода заключается в смешивании электролита и органических солей.
Как можно понять, цветное анодное оксидирование позволяет приобрести новый оттенок цвета, в зависимости от предпочтений.
Материалы для анодирования

Сегодня для анодирования используются различные металлические материалы.В настоящее время выделяются такие виды анодирования в зависимости от используемых материалов, как:
Анодирование алюминия
Данный процесс сегодня встречается чаще всего. Он заключается в покрытии оксидной пленкой алюминиевого материала. Алюминий в процессе опускается в кислую среду, и к нему проводится положительный плюс источника тока. В результате на материале появляется тонкая оксидная пленка.
Анодирование титана
Всем известно, что титан относится к категории металлов, которые нашли широкое применение в промышленности, но они обладают низким уровнем износостойкости. Для придания ему прочности и устойчивости к разным условиям окружающей среды применяется процедура анодирования. При этом вся анодная обработка металла осуществляется в кислой среде при температуре от 40 до 50 градусов Цельсия.
Анодирование стали
Анодирование стали является сложным процессом. Для этого используется либо щелочная среда, либо кислая. В результате образуется оксидная пленка, которая придает высокий уровень прочности.
Анодирование меди
Медь является достаточно гибким видом металла. Для придания ей прочности используются различные методы. Одним из них является анодирование. Благодаря помещению медного материала в кислую среду, на поверхности образуется плотная пленка оксида, которая придает материалу большое количество полезных характеристик.
Таблица. Таблица совместимости металлов и сплавов
| Материал | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Оловянно-свинцовый сплав (припой ПОС) | Сталь нелегиро-ванная (углеро-дистая) / чугун | Хром | Цинк |
| Алюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Бронза | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Дюралюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Латунь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Медь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Никель | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Совм | нет данных | Совм |
| Олово | Не совм | Пайка | Не совм | Пайка | Пайка | II | Совм | Совм | Совм | нет данных | Совм |
| Оловянно-свинцовый сплав (припой ПОС) | Не совм | Пайка | Не совм | Пайка | Пайка | Пайка | Совм | Совм | Совм | нет данных | Совм |
| Сталь нелегированная (углеродистая)/ чугун | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
| Хром | Не совм | Совм | Не совм | Совм | Совм | нет данных | нет данных | нет данных | Совм | Совм | Совм |
| Цинк | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |




