Самодельные трубогибы для профильной трубы в домашних условиях
Содержание:
- Виды методов
- Виды механизмов для сгибания труб
- Как сделать самостоятельно станок для гибки труб
- Гидравлический трубогиб
- Хитрости для облегчения гибки труб
- Основные элементы конструкции
- Изготовление ручной роликовой модели
- Самые популярные варианты самодельных трубогибов
- Прокатные трубогибы
- Трубогиб арбалетный: пошаговая инструкция по конструированию
- Делаем электромеханический трубогиб
Виды методов
Трубогиб для металлопластиковых труб – элементарный станок, работающий на одной механике. Станок незаменим для трубопровода, в том числе и толстостенного и металлопластикового. В нем можно работать с разными видами металла (сталь, алюминий, медь, цинк и их сплавы). Для большей производительности, участки сгиба можно предварительно довести до красна, чтобы отпустить металл, снять внутренние напряжения и сделать его более мягким.
Холодный метод
Распространен в гаражном мастерстве. Если нет паяльной лампы и горелки – им можно пользоваться. Из недостатков – требуется больше усилий. Холодный металл тверже, может треснуть. Поэтому подходит только для сырой стали и мягких цветных металлов. Безопаснее, в сравнении с горячим прокатом, так как не приходится работать с высокими температурами.
Горячий метод
Требует горелку и паяльную лампу. Нагрев снимает напряжение с металла и поэтому он становится более податливым, но это актуально только для тонкостенного трубопроката. Толстостенные трубки невозможно прогреть более чем на 300 градусов в условиях гаража.
Виды механизмов для сгибания труб
Приспособления, позволяющие согнуть стальную трубу на определенный радиус, подразделяются по следующим признакам:
- Мобильность. Трубогибы могут быть стационарными и переносными.
- Тип привода. В зависимости от этого признака выделяют ручные, электрические, гидравлические и электрогидравлические устройства.
- Способ воздействия. Трубное изделие сгибают под воздействием обкатки, намотки, прокатки и штока.
Перед тем, как изготовить трубогиб в домашних условиях, нужно понять, как устройство воздействует на заготовку, и ознакомиться с каждым процессом отдельно.
Обкатка
Такой способ подразумевает выполнение следующих действий: один конец трубного изделия прижимают к неподвижному шаблону и посредством прижимных роликов обкатывают трубу вокруг него.
Намотка
В устройстве такого типа предусмотрен подвижный шаблон. На него выполняется непосредственная намотка трубы, которая проходит между шаблоном и специальным упором, располагающимся в начале сгиба.
Трубогиб арбалетного типа
Такое устройство оснащено двумя неподвижными роликами и шаблоном, закрепленным на подвижном штоке. При давлении штока на середину определенного участка происходит сгибание трубы.
Прокатка
Конструкция сделана на основе двух опорных и одного центрального ролика. Такое трехвалковый механизм способствует получению необходимого радиуса при сгибании в результате нажима на трубу центрального ролика, положением которого определяется радиус изгиба. Это дает возможность назвать трубогиб этого типа универсальным, так как все остальные виды сгибают трубу по определенному шаблону.
Трубогиб, работающий по принципу намотки, сделать в бытовых условиях довольно сложно, поэтому выпуском таких механизмов занимаются промышленные предприятия. В случае использования арбалетного трубогиба стоит помнить, что воздействие штока на трубное изделие может стать причиной разрыва материала. Следовательно, указанные механизмы не подходят для изгиба изделий с более тонкими стенками. Прокатное устройство не имеет существенных недостатков, его используют при заводском изготовлении отводов.
Конструкция станка для сгибания трубных изделий самостоятельного изготовления может быть разнообразной. Выбирать нужное устройство следует в соответствии с необходимым радиусом сгибания
Кроме того стоит изучить рекомендации по выбору устройства, а также принять во внимание основные параметры используемых труб: диаметральное сечение и толщина стенки
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Гидравлический трубогиб
Использование гидравлики существенно упрощает как эксплуатацию трубогиба, так и его конструкцию. Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Гидравлическое приспособление предназначено для угловой гибки труб, так как деформирующее усилие передается на участок небольшой длины.
Инструменты, материалы и чертеж
Для самостоятельного изготовления гидравлического трубогиба потребуются:
- «болгарка»;
- сварочный аппарат;
- гидравлический домкрат;
- швеллер и уголок для силовой рамы;
- башмак для упора;
- ролики или направляющие.
Чертеж трубогиба с домкратом
Этапы сборки
Схема для сборки простого гидравлического трубогиба:
- Нарезать по размерам уголок и сварить раму в виде опорной площадки со стойками.
- Приварить к раме горизонтальную станину из швеллера.
-
Для регулирования радиуса изгиба в станине просверлить несколько отверстий.
- Установить ролики в нужную позицию.
- Надеть башмак на шток домкрата, установить гидромеханизм в нижнюю часть рамы.
Чтобы согнуть заготовку, ее помещают между сегментом и опорными роликами. Плавно увеличивают нагрузку рычагом домкрата.
Когда нужный угол изгиба получен, открывают перепускной клапан гидроцилиндра, опускают поршень домкрата и вынимают готовую деталь.
Процесс гибки трубы
Для тонкостенных профилей применяют механизмы грузоподъемностью 5-8 т. Чтобы согнуть мощные трубы, гидравлика должна иметь большие возможности — до 12 т.
Видео об изготовлении гидравлического трубогиба:
Гидравлический самодельный трубогиб легко разбирается. Домкрат можно заменить более удобным или мощным. Чтобы проще совершать все операции, конструкцию иногда приспосабливают для горизонтальной работы.
Самые распространенные дефекты гибки гидравлическим трубогибом — образование впадин, гофры, трещин или поломка профиля. Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.

Пример выточенных валиков
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.
При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
Видео: процесс работы по изгибанию трубы
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Самые популярные варианты самодельных трубогибов
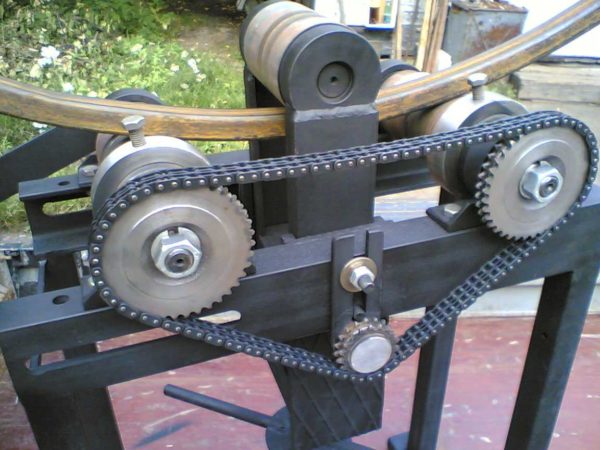
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.
Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самодельный трубогиб с электроприводом, сделанный своими руками
Компьютерная модель трубогиба
Компьютерная модель трубогиба Чертеж прижимного винта
Чертежи валов
Чертежи валов Чертеж кольца
Комплектующие трубогиба
Комплектующие трубогиба Процесс сборки
Привод от двигателя
Привод от двигателя Вид со стороны валов
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.
Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
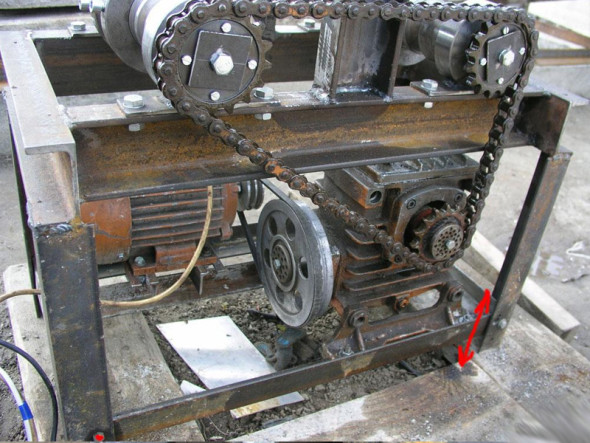
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Прокатные трубогибы
Нишу универсальности и практичности заняли приспособления выполненные в ручную — прокатные трубогибы (гибочные станки), на таких станках можно сделать любой угол изгиба.
Конфигурация особо не отличается от других моделей, в них так же есть основание и валы. Подвижный ролик жмет трубу, а протягивает её вращение ведущих валов.
Обратите внимание!
Как делается деревянная бочка своими руками: простые пошаговые инструкции по постройке традиционной тары + 79 фотоТиски своими руками: создаем разные типы зажимных устройств. 64 фото идей для разных предназначенийТопор своими руками (67 фото) — создаём боевой, декоративный и рабочий инструмент

Нажатие можно увеличить с помощью лебедки, рычагов либо электропривода. Однако для производства дома такая конструкция достаточно сложная в исполнении.


Как сделать трубогиб своими руками, вопрос в современном мире достаточно актуальный. Для облегчения задачи вы можете найти фото трубогиба в интернете, чтобы примерно понимать как он должен выглядеть.

Так же имеется множества чертежей трубогиба, которые легки в применении. Просмотрев всю информацию и оценив свои силы и наличие нужных комплектующих, спокойно приступайте к работе.

Трубогиб арбалетный: пошаговая инструкция по конструированию
Арбалетный трубогиб получил такое название потому, что напоминает форму ручного арбалета. Стоимость арбалетных устройствх составляет около 10 тысяч рублей. Чтобы сэкономить на покупке такого агрегата, рекомендуется изготовить его самостоятельно.
На фото представлено два варианта арбалетных устройств для гибки труб. Первый вариант — это заводская конструкция, а второй представляет собой самодельный станок. Разница между этими двумя станками существенная, так как заводской вариант изготовлен из стали размером не более 2 мм, в то время как для самодельного использовался металл толщиной 3-4 мм. Это значит, что самодельный агрегат сделан не просто, чтобы он был, а для повседневного использования.
Чувствуя разницу, каждый мастер пожелает обзавестись арбалетным трубогибом, сделав его самостоятельно. Недостатком такого варианта трубогиба является тот факт, что он позволяет получить изгиб профтрубы только в одной точке. Это связано с тем, что устройство оснащено неподвижным башмаком. Применяется такой вариант для круглых труб, когда нужно получить определённый радиус изгиба в одном месте.
Для конструирования такового устройства нужен швеллер и домкрат гидравлический. Для домкрата изготавливается специальная полочка, в которой он устанавливается. В верхней рабочей части между двумя швеллерами монтируются два ролика из стальной трубы. Расстояние между роликами и пятаком домкрата должно быть одинаковым, чтобы иметь возможность получать ровные и аккуратные изгибы.
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
Как сделать трубогиб без сварки и токарки. Размеры, чертежи, нюансы The pipe bender
Watch this video on YouTube
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Схема прокатного станкаСхема валаЧертёж вилкиОпоры для подшипниковЧертёж щекиСхема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
Делаем проточки на стабилизатореОдеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
Привариваем гайкуВставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.




